Textile Processing – How disruptive innovation can pave the way to a sustainable fashion supply chain | Part I
Image by Óscar Aguilar Elías.
12 June 2023
Tier 2 of the fashion supply chain — where textile processing sits — is responsible for 53% of greenhouse gas (GHG) emissions. This is due in part because of the large amount of water that needs to be heated up to very high temperatures to process — pretreat, colour and finish — fibres, fabrics and garments. While there are ample opportunities to reduce GHG emissions by switching to renewable energy and implementing process efficiency improvements, to reach net-zero by 2050, disruptive innovation is required.
WHY INCREMENTAL SOLUTIONS ARE GOOD, BUT NOT ENOUGH
The Apparel Impact Institute focuses on implementing incremental solutions through their Clean by Design Programme. A recent case study from a facility who had implemented the Clean by Design Programme showed up to 10% CO2 reduction (10% includes 4% reduction in natural gas, 5.8% in electricity, 5% in coal and 8% in steam use) can be achieved1. An advantage of this approach is that the projects are low risk, meaning the workflows of the textile mills are not disrupted and the performance of these technologies has already been proven.
A significant amount of effort from all supply chain stakeholders has been put into phasing out harmful chemistry. Many brands have implemented restricted substances lists (RSLs) defined by organisations like ZDHC and AFIRM and chemical manufacturers have developed chemistries that are non-hazardous and less harmful. Certifications from organisations such as Bluesign and OEKO-TEX help verify the content of these products and are often a requirement of brands. Alongside this compliance with REACH (Registration, Evaluation, Authorization and Restriction of Chemicals) legislation (European Union’s legislation on chemicals) is required in order to be able to sell products in Europe. However, there is still a long way to go to phase out all harmful chemicals as innovations need to also meet the necessary performance requirements. In order to achieve a real step change, the industry needs disruptive innovations.
DISRUPTIVE INNOVATION — MACHINERY
To effectively minimise the environmental impact associated with the processing stage of the fashion supply chain, a pivotal solution lies in the adoption of innovative processes that prioritise lower energy, water, and chemical requirements compared to conventional methods. This approach is exemplified by the graphs below, which highlight the average and maximal potential impact savings, in terms of Global Warming Potential (GWP)2, Energy, Water and Chemicals usage, attainable through the shift from conventional wet processing technologies to mostly dry pretreatment and colouration innovations.
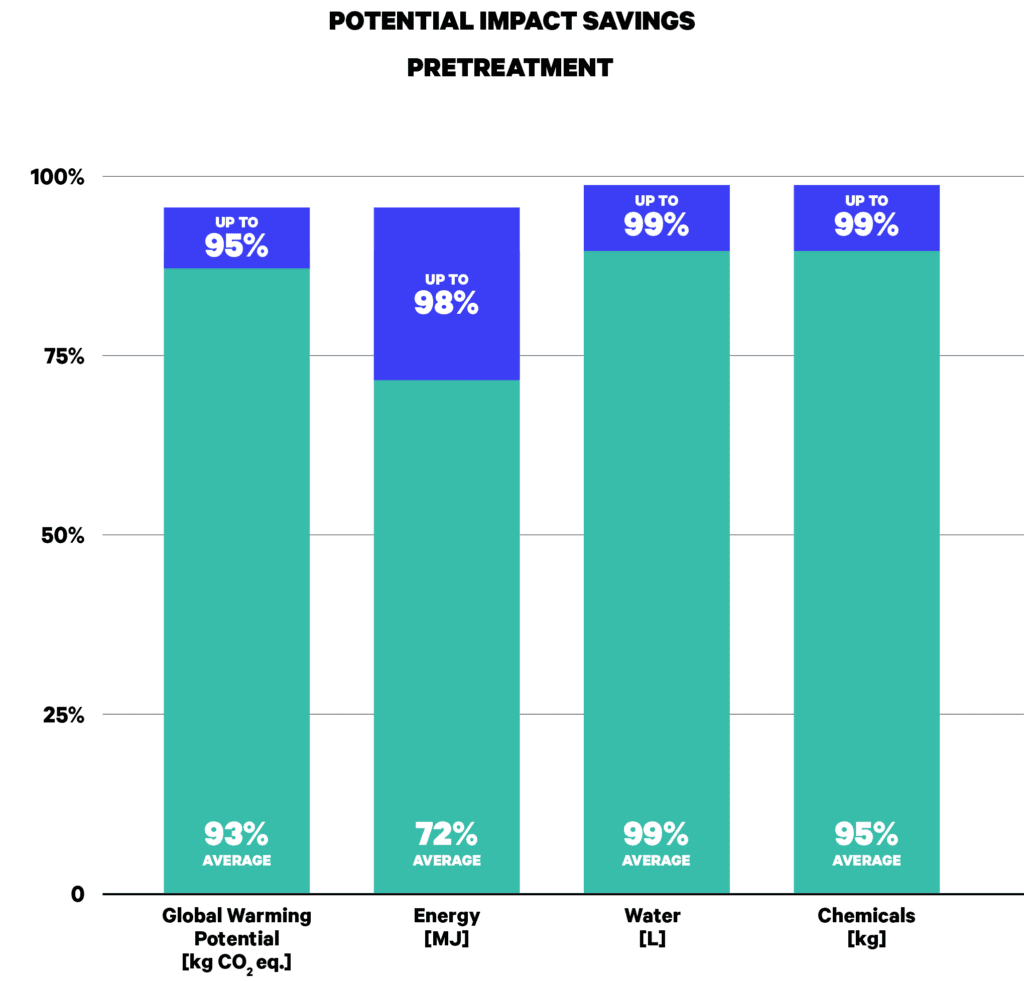
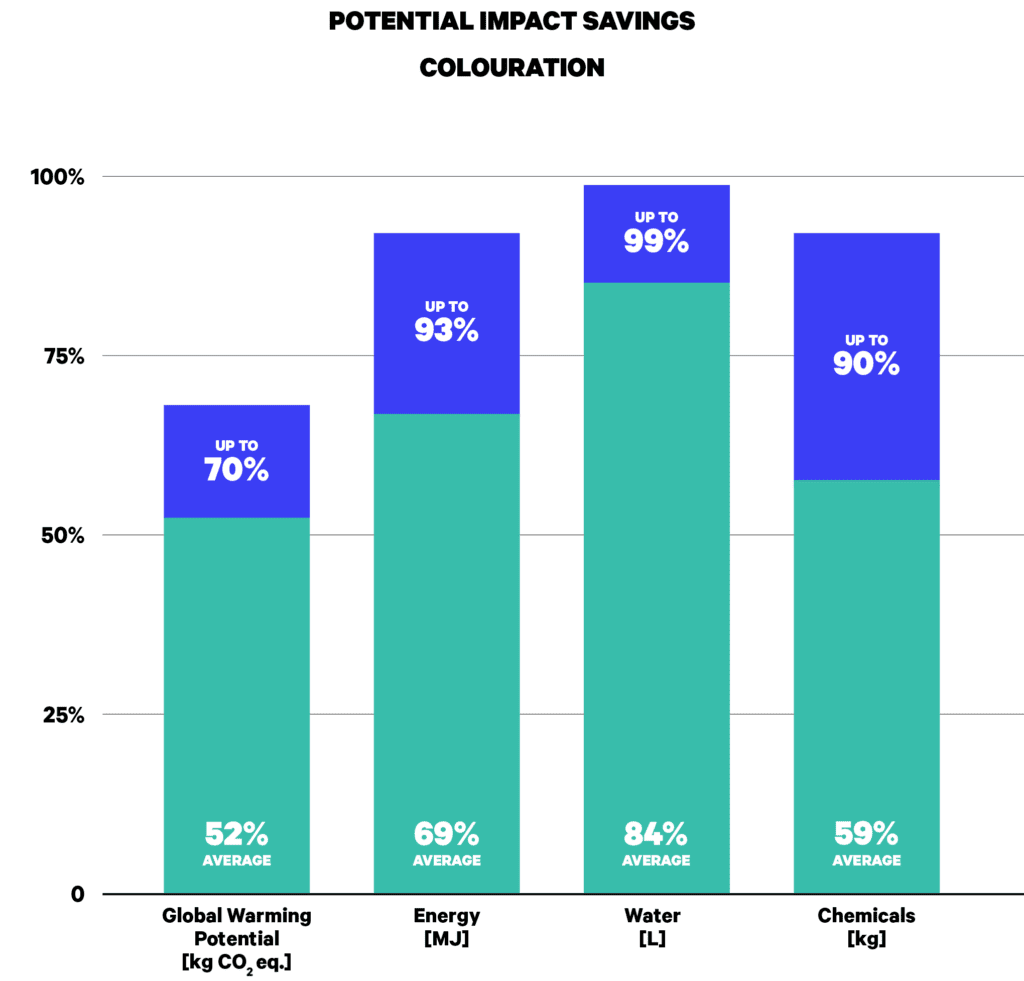
Figure 1. Impact potential savings resulting from moving from wet to mostly dry textile processing technologies. Source: FFG analysis (2023).
The results³ are obtained from an internal analysis that gathered savings data on the impact of different Fashion for Good innovators compared to conventional pretreatment and colouration methods for various fabric types (such as cotton, polyester, and polycotton). The calculations include wash off (removal of excess dyes, chemicals, or other impurities from the fabric through washing) and drying data whenever available. However, it’s important to note that the figures reported do not include the finishing step.
In addition, the above figures show that pretreatment innovations have a higher impact reduction potential than colouration innovations. This is because pretreatment innovations are able to reduce subsequent washing steps that traditionally need to be performed after pretreatment almost entirely while colouration innovations can only partly reduce the washing activities originally required after the colouration process.
The figure below illustrates some of these disruptive machinery innovations, including some of the innovative companies working in this space.
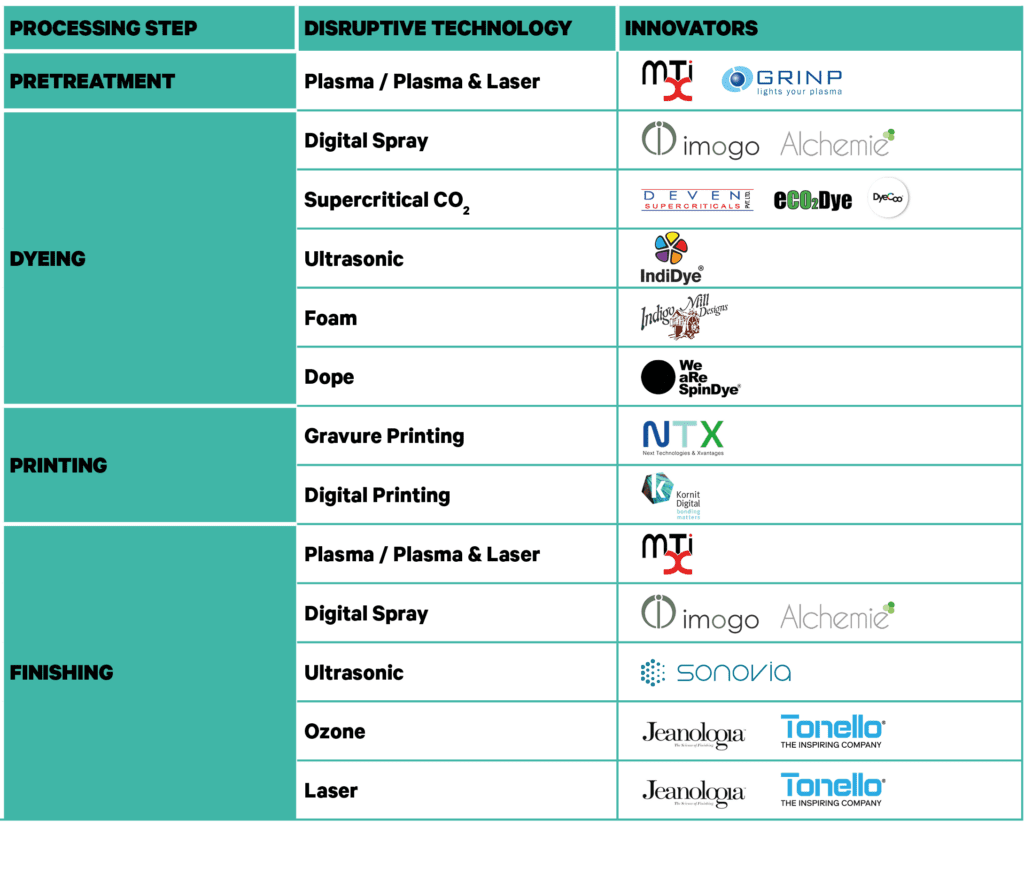
TECHNOLOGIES & INNOVATIONS
PLASMA/LASER
Plasma, the fourth state of matter, is formed when gas is ionised and becomes more reactive. When this ionised form of gas is applied to a substrate aka surface or fabric, it is able to alter its properties i.e. activating its surface, removing impurities, depositing a coating. It is a waterless technology, has low energy consumption and is effluent free.
MTIX*
MTIX has developed a multiplexed laser surface enhancement (MLSE®) system for textiles. The MLSE® system creates a unique quantum mechanical energy milieu with laser plasma that enables durable technical functionalities, finishes and pretreatments on all fabric types in a high volume and continuous process.
GRINP*
GRINP develops and produces machines using their proprietary atmospheric plasma technology. Their industrial machines can replace traditional pretreatments such as bleaching. The technology is fibre agnostic.

Image courtesy of MTIX.
DIGITAL SPRAY DYEING & FINISHING
Nozzles spray the exact amount of dyestuff and finishing chemistry required directly onto the fabric. The process is digitally controlled and therefore highly efficient. As a result, it uses very little water and much less dyestuff and chemistry than traditional processes. This process is not the same as digital printing, as digital printing focuses on creating artworks on the surface of a fabric while spray dyeing mostly focuses on dyeing fabrics in solid colours with deep penetration. As a result, the nozzle openings in digital printers are significantly smaller than those used in spray dyeing. This means that digital printing often needs expensive speciality inks while spray dyeing can work with traditional dyes.
Alchemie*
Alchemie has developed a digitally enabled spray/jetting technology which in combination with their proprietary airflow technology is able to deeply penetrate the fibre. Their dyeing machine is called Endeavour and their finishing machine is called Novara. In addition to these two machines, Alchemie has developed a proprietary fixation process consisting of infrared radiation/heat which fixes the dyes to the fabric. Their high precision means they can dye to shape as well as simple patterns. The technology is compatible with traditional dyes and chemistry and can be used on polyester and cotton fabrics.
imogo*
imogo has developed a digitally enabled spray dyeing and finishing technology, which is used in their Dye-max (dyeing) and F-max (finishing) machines respectively. They use the capillary forces in the materials and the fibre’s natural absorption to get deep penetration. Both machines are compatible with traditional dyes and chemistry and they are currently focusing on cellulosics. Fixation is done by traditional methods such as cold batching.

Image courtesy of imogo.
SUPERCRITICAL C02 DYEING
In conventional dyeing water is used as a solvent, but in supercritical CO2 (scCO2) dyeing, scCO2 replaces water as the solvent. In a supercritical state, CO2 gets the dual advantages of having solubility like a liquid and flow properties like a gas. Due to its gaseous properties the scCO2 can circulate in the dyeing vessel and deposit the dyes onto the textile yarn or fabric. When dyeing is complete, the high pressure vessel containing the scCO2 is depressurised. As a result, the CO2 reverts to its gaseous state and the dye, which cannot stay dissolved in a normal gas, drops to the bottom of the dyeing vessel. Both can be recovered and it is a closed loop waterless dyeing process. As a result, there is no water effluent and the process uses less energy and chemicals.
eCO2 Dye*
eCO2 Dye has developed a dyeing technology using scCO2. The equipment is designed to dye a variety of yarns and threads on conventional cones or packages using scCO2. Traditional dyes which are compatible with scCO2 have been identified. The process uses existing CO2 which is recycled after each dyeing process cycle. Pretreatment (e.g scouring) and dye removal from waste textiles with supercritical CO2 is in research and development (R&D). The technology can be used to dye polyester and wool yarns.
Deven Supercriticals*
Deven Supercriticals has developed a dyeing and finishing technology using scCO2. Rather than only introducing the dye in the dyeing vessel, they precoat the fabric with dyes and chemicals before it enters the dyeing vessel, using the scCO2 to improve their solubility in scCO2 with it before it enters the dyeing vessel. This makes their technology compatible with traditional dyes and can be used to dye polyester, cotton and cotton-polyester blends.
DyeCoo
DyeCoo has developed a waterless and process chemical-free supercritical CO2 dyeing solution. Their technology uses reclaimed CO2 as the dyeing medium in a closed loop process. The Fabric or yarn is loaded together with pure dye into the dye vessel where the liquid C02 is released. When pressurised, this CO2 becomes supercritical (sc-CO2). Thanks to the high permeability, the dyes are transported easily and deeply into fibres, creating vibrant colours. Their technology is applicable to both synthetic fabrics and yarns with a primary focus on polyester.

Image courtesy of DyeCoo.
ULTRASONIC DYEING AND FINISHING
Ultrasonic waves are acoustic waves that create thousands of microscopic bubbles in a formulation which, when burst, release large amounts of energy. The pressure from the bursting of these tiny bubbles generates powerful jet-streams that are used to physically inject the fabric with the desired chemicals. This process means less water and chemistry is needed as well as fewer additional chemistries like binders.
Sonovia*
Sonovia has developed a compact ultrasonic finishing machine and process that embeds Sonovia’s customised chemistries for finishing applications directly into the fabric. To date, Sonovia has developed antimicrobial and viral finishes as well as DWR, their technology is fabric agnostic.
Indidye*
Indidye uses sound waves to bind their proprietary natural plant based dyes to cellulosic fibres. The dyes are extracted with a water based extraction process and then applied using the ultrasonic technology.
FOAM DYEING
Large foam bubbles carry dyestuff and when the bubbles burst, the pressure deposits the dye on the fabric/yarn. This results in lower water and chemistry usage and as a result it is a more efficient process than traditional dyeing.
Indigo Mill Designs*
Indigo Mill Designs has invented a novel way of applying indigo to cotton yarns, called IndigoZERO™. The dye is applied to the fibre using a foam system that minimises the uptake of water.
DOPE DYEING
A method of colouring man made fibres by incorporation of the colourant in the spinning composition before extrusion into filaments or fibres. While this is not a new technology, it has the potential to drastically reduce resource consumption in the colouration process.
We aRe SpinDye*
We aRe SpinDye orchestrates the dope dyeing of polyester yarns for fashion brands. Brands get a quality, compliance & traceability We aRe SpinDye®-certificate for all products they take off. This certificate also states Life Cycle Assessment (LCA)-based impact savings compared with traditional dyeing processes.
GRAVURE PRINTING
Gravure is different from other printing processes as it prints from depressed, ink-filled cells that are produced on the surface of a cylinder that is copper plated. The ink in these cells is transferred onto the fabric. The process is digitally controlled to engrave the roller and therefore highly efficient. Traditionally the gravure roller requires a transfer of the artwork onto a paper or film which is then transferred onto the material substrate. It is a mostly waterless process that uses less energy than conventional dyeing.
NTX: Cooltrans*
NTX: Cooltrans provides a digitally enabled gravure printing method for both artworks and block colours. Their technology is faster and more precise than other printing technologies and they use proprietary inks (material restricted substance list (MRSL), ZDHC and RSL compliant) that are manufactured in house. Alongside this, for solid colour applications, their technology transfers from gravure to the material without paper or film. It can be used on all fibre types except polyolefins.
Image courtesy of NTX: Cooltrans.
DIGITAL PRINTING
Digital textile printing is an inkjet-based printing method which enables printers to print high-quality designs from a digital data file onto different fabrics. The ink is deposited in the form of minuscule droplets by the digitally controlled printing heads. It is a mostly waterless process and reduced energy use as no dye bath is needed.
Kornit
Kornit is an established digital printing technology company. They are classified as an innovator/innovative company as they have developed a single step printing solution which combines fixation, dry softening and full curing. It is fabric agnostic.

Image courtesy of Kornit.
OZONE
Ozone, which is an alternative form of oxygen and a strong oxidising agent, can be used to clean / bleach the garment, it’s most effective when used inside a washing machine to prevent the gas escaping and to allow for its correct neutralisation. At the end of the process, any remaining ozone is converted back into oxygen. Ozone pretreatment and finishing reduces water, chemistry and energy consumption and as a result there is also less effluent. Ozone is often used for finishing jeans and also has enhanced performance benefits such as achieving the right shade of blue faster and with lower costs.
LASER
Laser technology is most commonly used as an alternative to manual scraping in denim production; it can also be used to create vintage effects, whiskers, patterns, patches, and even intentional holes and tears in a (denim) garment. Used in combination with other technologies such as ozone, it can replace traditional processes like sandblasting and bleaching which are hazardous to workers’ health.
Tonello and Jeanologia
Tonello and Jeanologia are both established players selling multiple industrial dyeing and finishing technologies with a strong focus on sustainability and denim. They both have ozone and laser technologies as well as several other more efficient washing and finishing processes that have enhanced performance benefits as well as environmental savings.

Image courtesy of Jeanologia.
CHALLENGES OF SCALING DISRUPTIVE MACHINERY INNOVATION
The impact savings mentioned above raise the question as to why more textile mills have not switched to mostly dry processes yet. Some of the challenges of this transition are:
MISALIGNED INCENTIVES AND UNEQUAL POWER RELATIONS
Although brands have the greatest incentive and the most pressure to drive towards sustainability, efforts are often limited, and the industry expects the upstream supply chain to account for the costs and risks. This results in a misalignment of incentives for major innovation along the supply chain.
HIGH INITIAL INVESTMENT
Investing in new processing technologies is expensive. Alongside this, the investment often falls to the manufacturers who do not always have committed offtake from brands.
Increasingly, brands and manufacturers sign letters of intent (LOI), which include a commitment from the brand that they will purchase a certain number of products made using the new technology. Other recent collaborations include an innovator, manufacturer and brand partners jointly investing in a novel machine through a joint venture (JV) structure. The machine is installed at the manufacturer who is part of the JV. That said, while initial capex for some technologies are high, payback times can be as short as 1 to 2 years as variable costs, from water, energy, and chemistry, are reduced4.
PERFORMANCE
As with all new technologies, there are risks around the technology’s ability to meet minimum performance requirements for different applications at scale. In addition, mostly dry technologies can impact the handfeel of materials differently than wet technologies. Therefore it is important that the technologies are optimised to achieve the same handfeel as the industry is accustomed to after wet processing.
INCREMENTAL SOLUTIONS VS. DISRUPTIVE INNOVATION
Brands/manufacturers might feel they have to choose between investing in either incremental or disruptive technologies. Once they have gone down the route of incremental changes, this may form a barrier to invest money in disruptive technologies. Investments in new innovations have the potential to generate higher savings in environmental impact, however it comes with a greater risk. As a result, the direction taken by the brands/manufacturers depends on their strategic priorities and internal risk appetite.
1 Fashion for Good and Apparel Impact Institute ‘UNLOCKING THE TRILLION-DOLLAR FASHION DECARBONISATION OPPORTUNITY: Existing and innovative solutions’.
2GWP measures how much energy (outgoing Infrared Radiation) the emissions of 1 ton of a gas will absorb over a given period of time, relative to the emissions of 1 ton of carbon dioxide (CO2). The GWP values illustrated in the graphs excludes biogenic carbon, which is the carbon which is absorbed, stored and emitted by organic matter like soil, trees, plants and grasses.
3Consider the results and base case as provisional, as they are based on emerging technologies and will be updated as more industry data becomes available.
4Innovator reported.
* Fashion for Good Alumni – Fashion for Good has supported over 135 innovators through our projects and programmes. They continue to be a part of our alumni network with Fashion for Good providing continued bespoke support.
Other Articles
In conversation with Smartex: Explore Smartex’s AI-driven solutions transforming quality control and reducing waste

Fashion for Good and Textile Exchange Team Up to Trace Textile Waste
